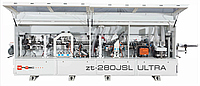
Характеристики и описание
- Вес (кг)1100
- Высота, мм1300
- Давление сжатого воздуха, бар6,0
- Длина, мм3730
- Мощность двигателей фрезерного узла (2 шт.), кВт2 х 0,75
- Мощность двигателей чистовой торцовки (2 шт.), кВт2 х 0,35
- Мощность двух моторов на предфуговку. кВт2 x 1,1
- Общая мощность, кВт7,7
- Питающее напряжение (3 фазы), В380
- Полировальный узел - мощность, кВт2 х 0,18
- Размеры обрабатываемой детали (мин.) - длина x ширина, мм120 х 150
- Скорость подачи, м/мин14
- Толщина детали, мин/макс, мм10 - 50
- Толщина кромочного материала, мм0,4 - 3
- Узел предварительного фрезерования, кВт2 х 1,1
- Ширина, мм750
Уважаемые клиенты! Цены на некоторые товары могут быть неточными в связи с колебаниями курсов валют. Пожалуйста, уточняйте актуальную стоимость!
Назначение Предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм. Cхемы обработки 1. Узел прифуговки 2. Лампа предварительного нагрева 3. Клеевой узел 4. Узел прижима 5. Узел 2-х моторной торцовки 6. Узел фрезерования свесов 7. Узел радиусной цикли 8. Узел подачи очистительной жидкости 9. Полировальный узел Отличительные особенности Узел предварительного фрезерования оснащен алмазными фрезами; Скорость подачи 14 м/мин; Лампа-излучатель подогрева торца заготовки; Бачок для клея-расплава с электронным блоком контроля температуры; Рычажная регулировка количества наносимого клея; Гильотина для предварительной резки толстого кромочного материала Узел прифуговки имеет двойную регулировку и оснвщен 2-мя двигателями по 1,1 кВт. Двух моторный торцовочный узел для обрезки переднего и заднего свесов пилой; Фрезерный узел для снятия свесов с вертикальной и горизонтальной настройкой, с двумя высокочастотными двигателями по 0,75 кВт. Радиус фрезы 2 мм; Циклевка радиусная; Узел подачи очистительной жидкости (двухсторонний); Полировальный узел 2х0,18кВт; Прижимные ролики верхней балки изготовлены из резины диаметром 70 мм, устанавливаются на подшипниках; Регулятор сжатого воздуха Конструктивные особенности ПАНЕЛЬ УПРАВЛЕНИЯ Экран дисплея отображает настройки и рабочие параметры: Температуру клея Индикацию работы узлов станка. В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ Для предварительной прифуговки заготовки перед приклеиванием кромки. Необходимый для удаления сколов и ступеньки от подрезной пилы. Удобная вертикальная перестановка фрез обеспечивает эффективное использование режущей части инструмента. Узел оснащен двумя моторами 2x1.1 кВт, 12000 об/мин. Оснащается инструментом: 2 алмазные фрезы. ИНФРАКРАСНАЯ ЛАМПА НАГРЕВА Предварительный нагрев торца заготовки создает нужную основу для качественной приклейки кромки. Особо актуальна в холодный период времени. КЛЕЕВОЙ УЗЕЛ Клеевой бачок имеет нижнее расположение относительно клеенаносящего вала. Винтовая точная настройка кол-ва клея Аккуратный клеевой шов Не требуется регулировка на толщину материала ПРИЖИМНАЯ БАЛКА На необходимую толщину заготовки подъем и опускание прижимной балки осуществляется с пульта управления. ПРЕСС ГРУППА Состоит из одного ведущего ролика и трех до прессовочных роликов, которые обеспечивают надежную фиксацию кромочного материала на торец заготовки. На каждом ролике установлен отдельный пневмоцилиндр. 2 ролика из 4-х роликов имеют разный конус, что обеспечивает распределение усилия прижима по толщине детали. Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. ТОРЦОВОЧНЫЙ АГРЕГАТ Два промышленных двигателя (12000 об/мин), 2 x 0,37 кВт Две пилы Ф80 х ф22, Z=20 Пилы перемещаются по одной призматической направляющей, где каждая пила отрезает припуск только с одной стороны. Данная система зарекомендовала себя, как надежная и стабильная, в течение всего срока эксплуатации. Отличительные особенности: простое линейное движение двух пил вверх-вниз; простая схема пневматики; призматические направляющие, которые в 5 раз стабильнее, чем круглые направляющие УЗЕЛ ФРЕЗЕРНЫЙ СНЯТИЯ СВЕСОВ Два промышленных двигателя (12000 об/мин) 2 х 0,75 кВт. Мощность двигателей 0,75 кВт позволяет фрезеровать кромку с припуском на сторону 2 мм. Вертикальные копиры круглые большого диаметра: осуществляют плавный заход на деталь; исключают повреждение любой облицованной поверхности. Оснащены счетчиками точной настройки на разную толщину кромки. Фрезы: 68 * 16 * 16.3 * 6Z R2. УЗЕЛ РАДИУСНОЙ ЦИКЛИ Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла. С помощью вертикальных и горизонтальных круглых копиров обеспечивается точное отслеживание профиля детали. ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ Узел очищающей жидкости, расположен перед узлом полировки и предназначен для устранения следов клея, потёков, пыли как на стандартных, так и деликатных поверхностях. 2 форсунки одновременно наносят жидкость сверху и снизу заготовки. Регулировка подачи необходимого количества жидкости. Улучшает качество обработанной детали и обладает антистатическим эффектом. ПОЛИРОВКА Полировка необходима для финишной обработки кромки. Данная операция обеспечивает: Блеск обработанной поверхности, Очищает от загрязнений, Восстанавливает цвет после циклевочного узла. Формирует микро радиус у тонкой кромки (притупляет острый край). Полирующий агрегат два двигателя, два полирующих диска, частота вращения 1400 об/мин 2х0,18кВт.
Отзывы о продавце
- Покупатель09.04.2024Очень быстро перезвонили, составили договорАктуальное описаниеБыстро связались
- Покупатель29.03.2024Как всегда все было на высшем уровне! Не в чем упрекнуть продавца, очень хороший товар и доставка всегда вовремя. Всем советую и рекомендую!Хорошее обслуживаниеВежливый продавец
- Покупатель27.02.2024Всем советуем данную компанию! Очень приятно и выгодно работать. Будем еще не раз обращаться. Никогда не возникало никаких проблем, что очень важно
- Покупатель20.02.2024Всегда качественная доставка. Был всего один раз, когда на упаковочной коробке слегка протерлась краска. Но товар целый и невредимый- упаковка защитила! Через таможню проезжает без проблем, что не может не радовать.Хорошее обслуживание
- Покупатель12.02.2024Очень благодарны компании за работу, всегда чутко подходят к проблеме, помогут найти самый выгодный вариант. Можно не боятся за документы, сами все верно оформят, подскажут. Товар доходит относительно быстро. Ни разу такого не было чтобы пришел битый и тем более сломанный. Упаковка целая и невредимая. Товары есть абсолютно разные и мы прямо по списку все оформляем максимально быстро.Актуальное описаниеБыстро связались
- Покупатель06.02.2024Спасибо за профессионализмБыстро связалисьБыстро отправили
- Покупатель30.01.2024Хороший Магазин, всем довольны, один раз правда задержалась доставкаАктуальное описаниеБыстро связались
- Покупатель23.01.2024Хороший домкрат. спасибоХорошее обслуживаниеАктуальное описаниеБыстро связалисьВежливый продавец
- Покупатель09.01.2024хорошая компания, понравилось сотрудничать, оставили хорошее впечатлениеХорошее обслуживаниеБыстро связались
- Покупатель26.12.2023Хорошая работа, доволен заказомВежливый продавец

Похожее у продавца
















Покупают вместе у этого продавца





















Автоматический кромкооблицовочный станок WoodTec Compact F Plus
Код: 292917В наличии
8 868 398 ₸
Алматы ∙
94%
- Satu защищает

Доставка
 Самовывоз (Бесплатно)
Самовывоз (Бесплатно)- Транспортная компания
Оплата и гарантии
 Безналичный расчет
Безналичный расчет
Похожее у других продавцов